著名医師による解説が無料で読めます
すると翻訳の精度が向上します
異なる金属の溶接は、マイクロフィッシング、ひずみ年齢亀裂、脆性金属間化合物の形成のために困難です。上記の問題は、拡散結合などの固体溶接技術を使用して、制御された加熱および冷却速度と、ジョイント界面における有益な金属間層の形成によって回避できます。この研究では、異なる金属の拡散結合プロセスパラメーターの効果(AISI 410マルテンサイトステンレス鋼とニッケル[SU 718]ベースの超合金)の影響を調査しています。さまざまなレベルの結合温度(920〜1,000°C)、結合圧(10〜18 MPa)、保持時間(30〜90分)を使用して15の関節を製造しました。この調査から、結合温度980°C、結合圧力16 MPa、保持時間75分で結合温度で製造された関節が、他の関節と比較して極端な引張強度(263 MPa)および硬度(450 hV)が得られることが確認されています。溶接継手の引張特性を評価し、微細構造に関連付けました。光学顕微鏡(OM)、スキャン電子顕微鏡(SEM)、X線回折(XRD)分析を使用して、溶接の冶金特性を推定しました。EDS検査は、インターフェイスの構成を分析し、インターフェイスで構成を決定するためにサポートされました。さらに、多くのΔ相沈殿物も同様に結合領域で見られました。
異なる金属の溶接は、マイクロフィッシング、ひずみ年齢亀裂、脆性金属間化合物の形成のために困難です。上記の問題は、拡散結合などの固体溶接技術を使用して、制御された加熱および冷却速度と、ジョイント界面における有益な金属間層の形成によって回避できます。この研究では、異なる金属の拡散結合プロセスパラメーターの効果(AISI 410マルテンサイトステンレス鋼とニッケル[SU 718]ベースの超合金)の影響を調査しています。さまざまなレベルの結合温度(920〜1,000°C)、結合圧(10〜18 MPa)、保持時間(30〜90分)を使用して15の関節を製造しました。この調査から、結合温度980°C、結合圧力16 MPa、保持時間75分で結合温度で製造された関節が、他の関節と比較して極端な引張強度(263 MPa)および硬度(450 hV)が得られることが確認されています。溶接継手の引張特性を評価し、微細構造に関連付けました。光学顕微鏡(OM)、スキャン電子顕微鏡(SEM)、X線回折(XRD)分析を使用して、溶接の冶金特性を推定しました。EDS検査は、インターフェイスの構成を分析し、インターフェイスで構成を決定するためにサポートされました。さらに、多くのΔ相沈殿物も同様に結合領域で見られました。
Welding of dissimilar metals is challenging because of the formation of microfissuring, strain age cracking and brittle intermetallic compounds. The above-said problems can be avoided by controlled heating and cooling rates and the formation of beneficial intermetallic layers in the joint interface using solid-state welding techniques such as diffusion bonding. This study investigates, the effect of diffusion bonding process parameters of dissimilar metals (AISI 410 martensitic stainless steel and nickel [Su 718] based superalloy). Fifteen joints were fabricated using different levels of bonding temperature (920-1,000°C), bonding pressure (10-18 MPa) and holding time (30-90 min). From this investigation, it is identified that joints fabricated at bonding temperature 980°C, bonding pressure 16 MPa and holding time 75 min yielded an extreme tensile strength (263 MPa) and hardness (450 HV) compared to the other joints. The tensile properties of the welded joints were assessed and associated with the microstructures. Optical Microscopy (OM), Scanning Electron Microscopy (SEM) and X-Ray Diffraction (XRD) analysis were used to estimate the metallurgical characteristics of the weldment. The EDS examination was supported out to analyses the interface composition and to decide the composition at the interface. Furthermore, a lot of δ phase precipitates were likewise found in the bonded region.
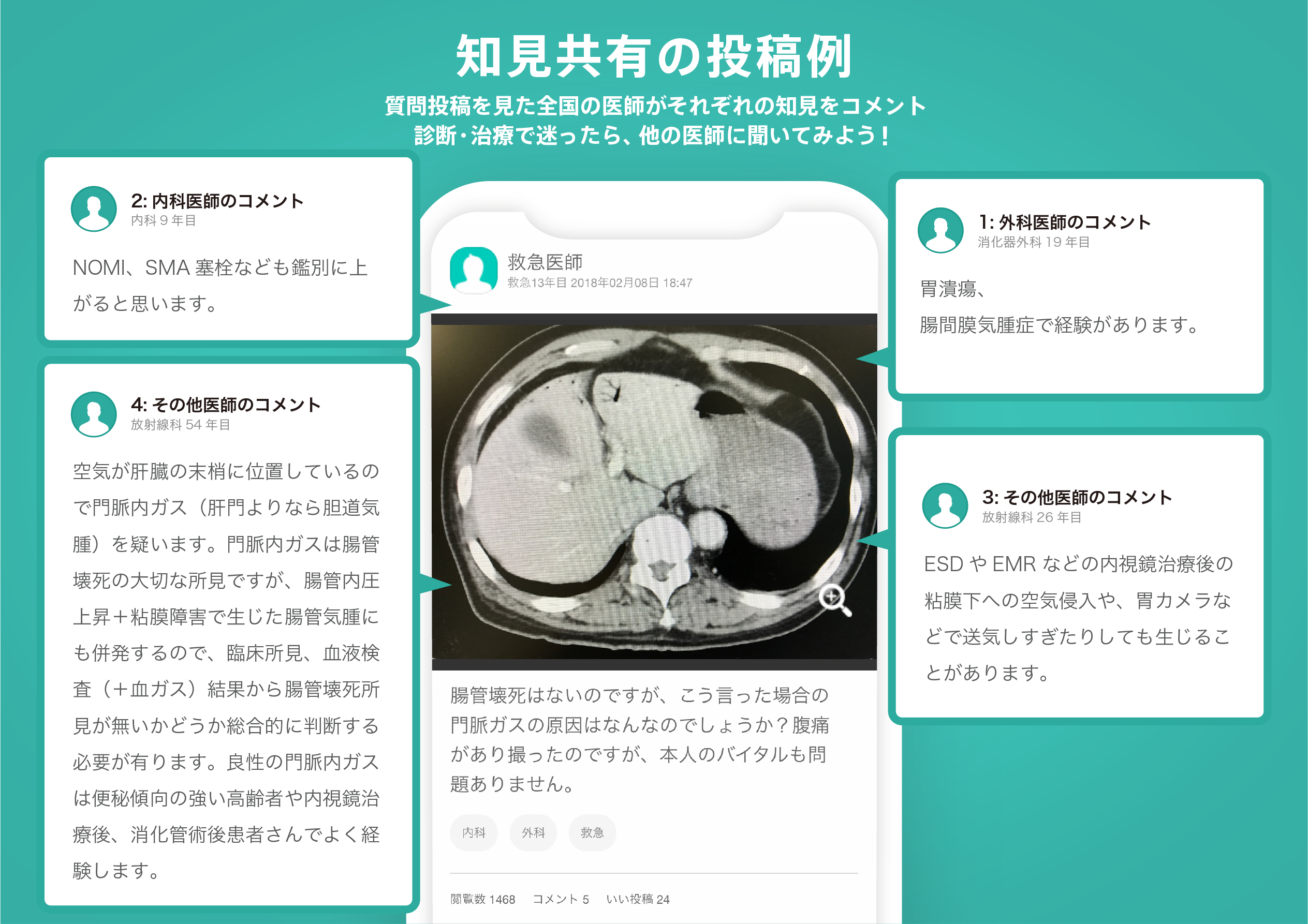
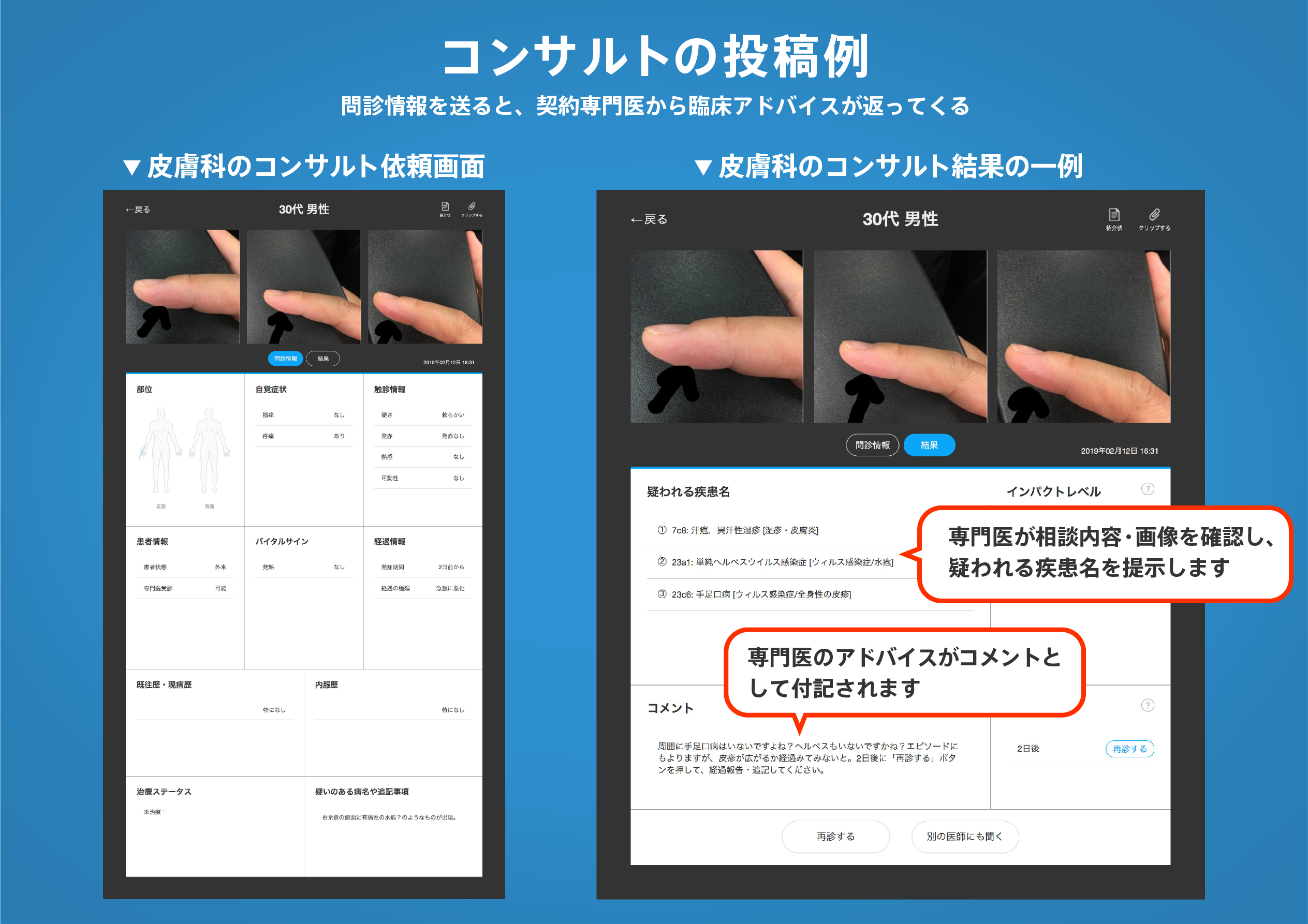
医師のための臨床サポートサービス
ヒポクラ x マイナビのご紹介

無料会員登録していただくと、さらに便利で効率的な検索が可能になります。