著名医師による解説が無料で読めます
すると翻訳の精度が向上します
固定ダイヤモンド研磨ワイヤ鋸は、硬くて脆い材料を切断するための最も一般的な方法の1つです。このプロセスには、狭いKERFや比較的小さな切断力を使用する能力など、独自の利点があります。切断プロセスでは、主要なプロセスパラメーターを制御すると、処理効率が向上し、より良い処理面の粗さが得られます。この作業は、往復ワイヤの鋸の切断プロセスに基づいて、PIコントローラー(比例積分コントローラー)を設計します。制御オブジェクトはワークピースフィードレートとワイヤーソー速度であり、制御目的は通常の切断力です。対照試験では、さまざまな通常の切断力のいくつかの参照値が選択されました。飼料表面仕上げと切断時間に及ぼす飼料速度と速度の効果は、正方形の単結晶シリコン標本でのワイヤーSAW切断分析を使用して、この作業で調査されました。この研究の結果は、2.5 Nの一定の適用力の下で、標本を通るダイヤモンドワイヤの最適な飼料速度により、測定された表面仕上げで60%の改善を達成しながら、切断時間を42%短縮できることが示されました。同様に、ワイヤの速度を最適に制御すると、表面仕上げが45%改善され、サイクル時間を18%短縮できます。したがって、フィード速度制御は、ワイヤの速度よりも効果的です。
固定ダイヤモンド研磨ワイヤ鋸は、硬くて脆い材料を切断するための最も一般的な方法の1つです。このプロセスには、狭いKERFや比較的小さな切断力を使用する能力など、独自の利点があります。切断プロセスでは、主要なプロセスパラメーターを制御すると、処理効率が向上し、より良い処理面の粗さが得られます。この作業は、往復ワイヤの鋸の切断プロセスに基づいて、PIコントローラー(比例積分コントローラー)を設計します。制御オブジェクトはワークピースフィードレートとワイヤーソー速度であり、制御目的は通常の切断力です。対照試験では、さまざまな通常の切断力のいくつかの参照値が選択されました。飼料表面仕上げと切断時間に及ぼす飼料速度と速度の効果は、正方形の単結晶シリコン標本でのワイヤーSAW切断分析を使用して、この作業で調査されました。この研究の結果は、2.5 Nの一定の適用力の下で、標本を通るダイヤモンドワイヤの最適な飼料速度により、測定された表面仕上げで60%の改善を達成しながら、切断時間を42%短縮できることが示されました。同様に、ワイヤの速度を最適に制御すると、表面仕上げが45%改善され、サイクル時間を18%短縮できます。したがって、フィード速度制御は、ワイヤの速度よりも効果的です。
Fixed-diamond abrasive wire saw cutting is one of the most common methods for cutting hard and brittle materials. This process has unique advantages including a narrow kerf and the ability to use a relatively small cutting force. In the cutting process, controlling the main process parameters can improve the processing efficiency, obtaining a better processing surface roughness. This work designs the PI controller (Proportional-Integral controller) based on the reciprocating wire saw cutting process. The control objects are the workpiece feed rate and wire saw velocity, and the control objective is the normal cutting force. For the control trials, several reference values of various normal cutting forces were chosen. The effects of feed rate and saw velocity on the cutting surface finish and cutting time were investigated in this work using wire saw cutting analysis on a square monocrystalline silicon specimen. The results of this study showed that under a constant applied force of 2.5 N, the optimal feed rate of the diamond wire through the specimen could reduce cutting time by 42% while achieving a 60% improvement in the measured surface finish. Likewise, optimal control of the wire saw velocity could reduce cycle time by 18% with a 45% improvement in the surface finish. Consequently, the feed speed control is more effective than the wire saw velocity.
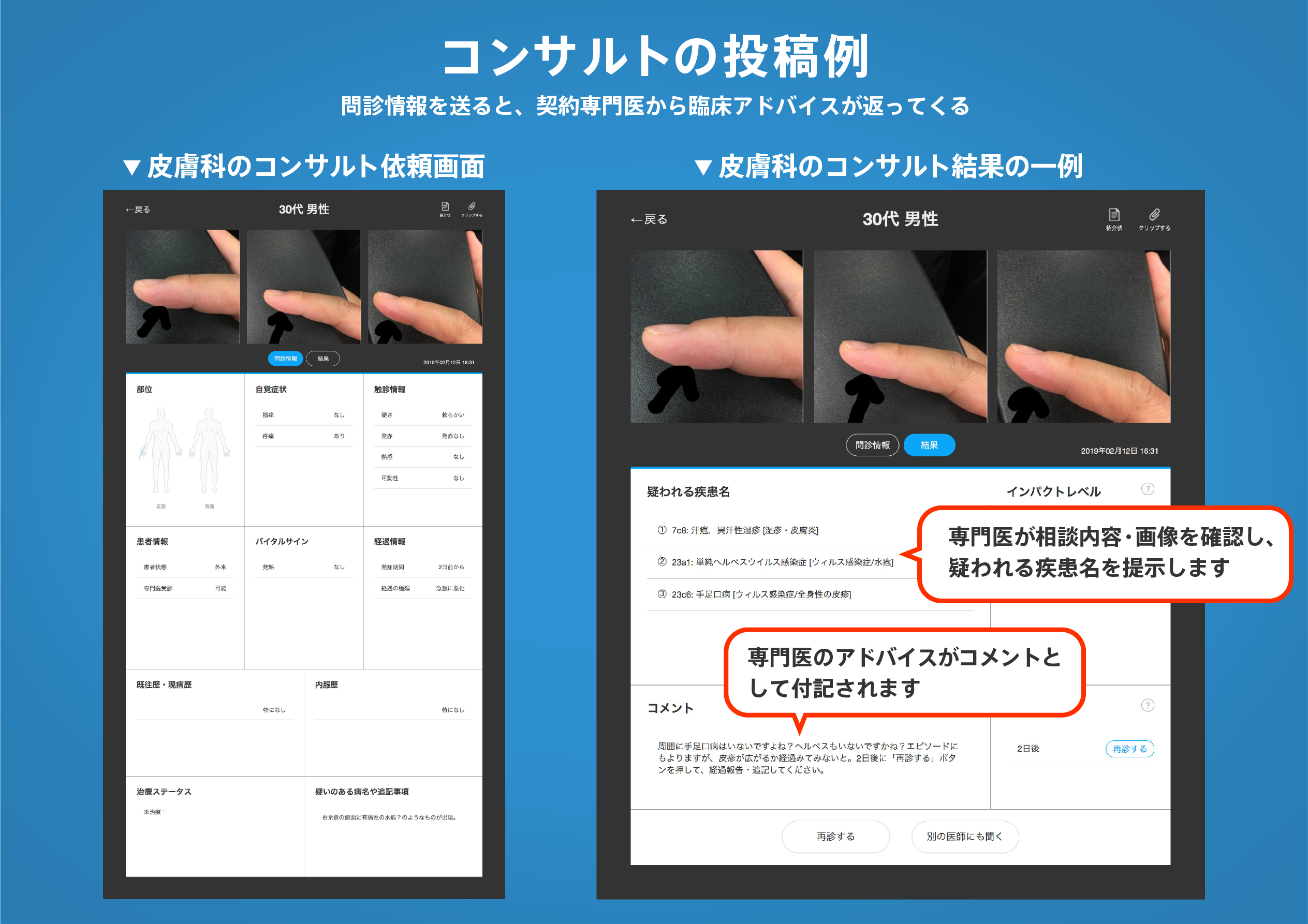
医師のための臨床サポートサービス
ヒポクラ x マイナビのご紹介

無料会員登録していただくと、さらに便利で効率的な検索が可能になります。